No Masonry is Truly Waterproof

 By Gary Johnson
By Gary Johnson
No masonry is truly waterproof, whether the result of capillary action, absorption or construction error. During the multi-decade life spans of typical high-quality structures, drainage in the cavity of a masonry veneer wall is necessary to minimize moisture damage and create a long-lasting, low-maintenance wall. Drying of the wall by promoting ventilation within the cavity is of increased importance, most recently due to the application of continuous insulation close to the exterior of the structure.
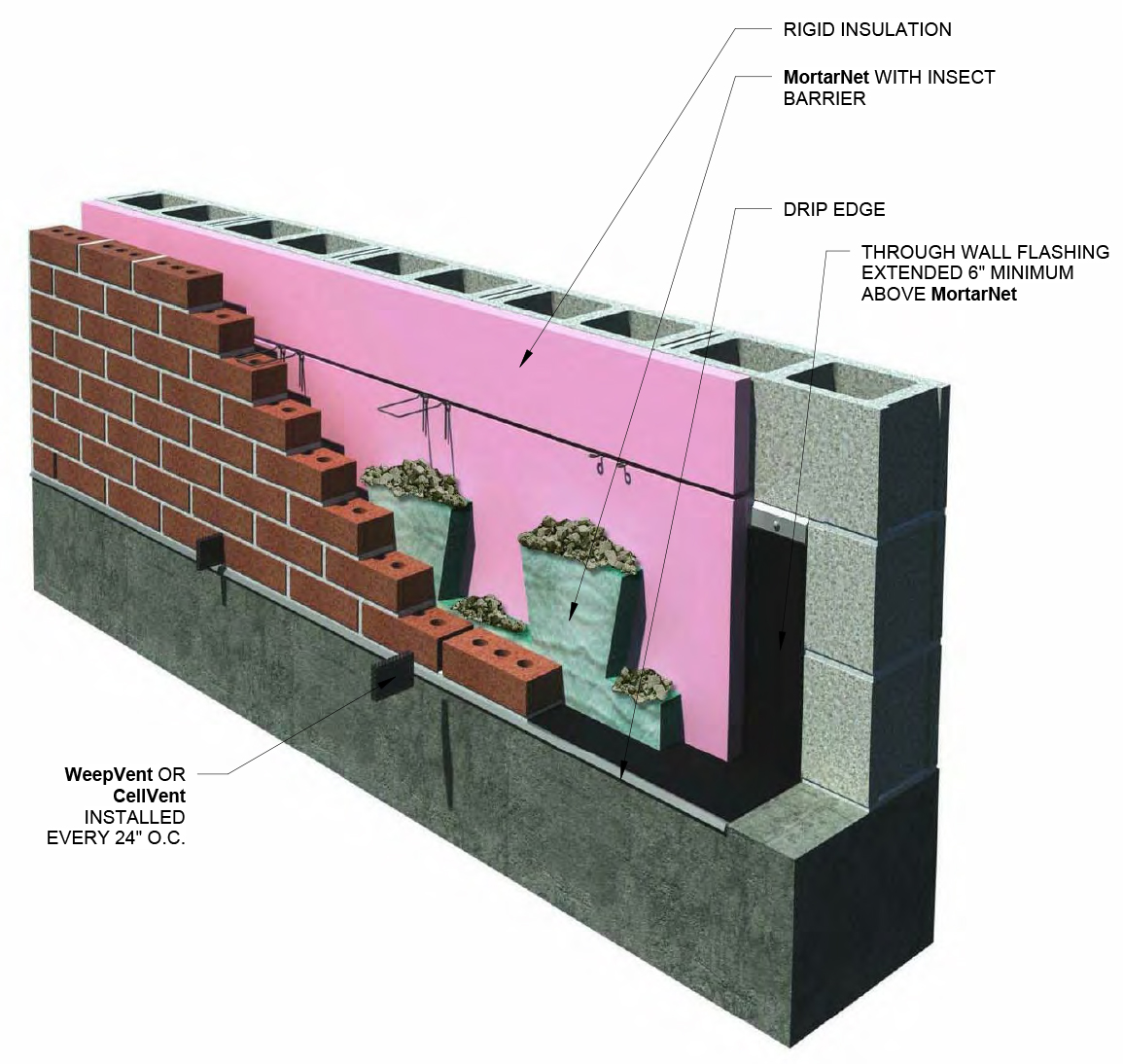
The impairment resulting from mortar dams of both water flow down to the weep system and airflow should be prevented. Specifying and installing materials that block mortar penetration while supporting water and airflow are important design considerations. A well-known answer to this issue is MortarNet®, developed more than 25 years ago. MortarNet is fabricated from a polymer mesh formed into a series of dovetails. Mortar droppings falling to the bottom of the cavity are captured at two levels, preventing the formation of a continuous blockage of the weep system. As a result, water and air are free to move through the device and within the cavity.
Adhered masonry veneers, such as manufactured stone, natural stone, stucco and thin brick, have the same moisture penetration and drying issues as brick veneer cavity walls. However, they have been slower to adopt proven moisture management techniques and continue to suffer from a high failure rate. DriPlane™ and WallNet® by Mortar Net Solutions are examples of polymer-based mesh products designed to create cavities behind adhered veneers to promote drainage and ventilation. This brings the same technical solution that has proven effective for brick veneers over decades to adhered masonry.
Ventilating the top and bottom of a cavity wall

By: Steven Fechino
Weep Vents are commonly placed directly on the flashing at the bottom of the wall, below finished floor and above finished grade. What may be new to some is that now, it is becoming more common to also place weep vents at the top of the wall, either just below the shelf angle (commercial or multi-story) or just below the facia and soffit of a residential structure.
The reason for this is increased drying and ventilation.As the air in the cavity heats up during the day because of sunlight and warm temperatures on the façade, the moisture in the cavity tends to go from water droplets to vapor as the evaporation process takes place. As the warm air rises in the cavity, the weep vent at the top of the cavity allows the moist air to exit and increase drying and evaporation performance in the wall. Different elevations on the structure will dry at different rates, but typically so will water retention on the various walls, so it works well overall.

The spacing of the weep vents at the top of the wall can match the spacing at the bottom of the wall. Typically, the maximum spacing allowed for weep vents anywhere in the United States is 33 inches, but we recommend proper spacing should fall in the 16-inch to 24-inch range. If for some reason your material will not allow for such spacing due to a large dimensional footprint, it is recommended to weep in the bed joint below the base material directly on the base flashing at properly spaced increments.
For technical related questions, please email sfechino@mortarnet.com or call 219-850-4514.
The Fechino Files: Arch, Step down, Counterflash
By Steven Fechino
Step Down The Arch Flashing:
Arches can range in size; they can be tall, and they can be wide or a combination of both. Flashing an arch can typically be performed using straight pieces of flashing that begin at the lower corners of the arch and extend to a top piece that spans the center. The reason for this is that you should never have more than about three courses of brick in the wall veneer where the spans do not overlap. Placing the flat flashings is far more efficient in labor hours than fabricating a rolled flashing that would need to be installed after the first course is placed in the arch template.

Flashing:
Step-down flashings are easy and efficient if planned accordingly. The first tip, build from the lowest elevation to the upper elevation; otherwise, you will rack your brain in layout. You simply lay the brick at the lowest elevation into the step-up. We recommend using a simple end dam in this location to keep water from going back into the foundation or basement of the building. Install the next course of brick above, again, directly into the step up, but you do not need the end dam this time.

Once you are at the next level, you will need to install the next course of flashing, extending approximately 18 inches over the edge of the flashing below, using an end dam to complete your installation. You are now ready to lay brick on the subsequent courses required to meet the next step up. There is no need to waterproof the vertical section of the step-up. You can if it makes you comfortable, however, the overlap will collect the cavity water and pass it through the weeps before it can do any damage.
Counter flash Drip Edge:
The counter flash Drip edge is found typically on the roof side of the masonry that constructs the mechanical rooms, upper floor structures, and parapets. The counter flash’s purpose is to conceal the roofing’s termination bar and offer aesthetics and performance to the roofing. Typically, the counter flash is placed one to three courses below the through-wall flashing on copings and three to five courses above the roofing, where additional walls extend up from the roofline.

This can be simplified if the through-wall flashing simply has the counter flashing built into it. As a more considerable advantage still, the mason does not need to coordinate with the roofer or sheet metal fabricator to deliver the specific counter flashing on time as it is purchased with and installed to the TotalFlash.
The Fechino Files: Lipped Brick Detail
Lipped brick details are common when replacing brick shelf or relieving angles and at many loose-laid lintel replacements. The lipped brick has a section of the brick removed on the bed section of the brick, typically, ½ to ¾ inch by 2-7/8 inch on a standard modular brick. The section that is removed historically has been placed as the bottom of the brick with the remaining portion of the lipped brick facing down. This method of placement can create concerns for the owner, installer, and project management team as it adds unnecessary installation issues that can easily be solved with less cost to the project.

Lipped Brick Detail 1
The problems are simple, the lipped brick reduces the bed joint of the brick being laid because the bearing is only 2-7/8 inch instead of the full 3-5/8 inch bearing that a full modular brick would offer. Second, with a drip edge involved, a special-order drip edge must be figured and ordered, which can take time and often be forgotten by the project manager. Third, the lateral shear strength of the wall will be reduced at the lipped brick drip edge joint. Fourth and most important, labor will be slower messing with all of the little details involved in a successful installation of the custom drip edge.
Mortar Net Solution is providing a lipped brick detail that improves efficiency and wall performance with less cost to the contractor. In detail number one, we show a typical lipped brick detail where we flip the lipped brick over to where the top of the lip is even with the top of the shelf angle or loose laid lintel. We understand that this needs to be laid out ahead of time to make a bond, but as the reader of this text, you know you can make up the difference within about four-bed joints for a shelf angle or about seven joints for a window lintel. The drip edge that is now to be used is a standard off the shelf drip edge that is not special order and easily obtained. The bricklayer now can install the brick in a full bed of mortar not slowing his production and not reducing the lateral sheer strength of the wall.

Lipped Brick Detail 2
Detail number one is also a method that can be used for the lipped brick detail. However, this is concentrated more on the shelf angle replacement project. Depending on the anchor bolts that are detailed for mounting the shelf angle, they can stick out farther than the depth of the cavity and they can sometimes just be in the way. We know of several contractors that have had to cut the flashing and seal around the nut and bolt connection, something we do not recommend. What we do recommend is to use rigid insulation or marine plywood behind the TotalFlash as a way to smooth out the protrusion of the anchor. The rigid insulation or plywood can have holes bored into the material to allow space for the anchor.
Detail number two, placing the drip edge one course above the brick ledge is allowable when weeps are placed under the drip edge as well as above the drip edge. This method of raising the flashing course eliminated all the clutter that needs to be worked around to properly and effectively flash the relief angle.
Restoration & Remediation: Restoration Flashing Costs to Consider
By Steven Fechino
 There are a few ways restoration contractors provide labor to their projects; they can hire unit price subcontractors, or a mason can use company employees. In both cases, a company earns the money to pay for all expenses based on work invoiced from field productivity.
There are a few ways restoration contractors provide labor to their projects; they can hire unit price subcontractors, or a mason can use company employees. In both cases, a company earns the money to pay for all expenses based on work invoiced from field productivity.
In restoration, flashings are done every day. An experienced project estimator or manager can usually tell how much a project will cost the client just by linear foot amounts. This article is not to teach how to estimate, but rather discuss all the costs associated with the actual flashing on a project.
This article will show an example of a basic crew cost using your company’s employees. However, we are not considering materials for this example and many other individual project circumstances that could possibly affect the daily cost for a particular company or crew.
Let’s say I am a small company that has a small office, very small office staff, and a few pieces of equipment. Here is one way you can see what your actual daily labor expenses are so that the field production can keep things running smoothly.
For the purpose of this article, I will assume a bricklayer makes $30.00 an hour and a helper makes $18.00 an hour. Anyone reading this can adjust their cost based on their actual labor cost accordingly.
This example is for the person who may be new to estimating or unfamiliar with computing their actual daily cost for their company. Any assumptions below do not represent any actual percentages from a real company.
Computing Daily Costs:
Brick layer — $30.00 per hour
Helper — $18.00 per hour
Total $48.00 per hour x 8 hours per day
= $384.00 per day
Other Expenses:
Overhead: Assume 20% of bid.
This is the percent of annual billings that will cover what it takes to run the business. Expenses to this category include office personnel salary, the expense of having an office, telephone and internet services, to list a few.
Equipment: Assume 12% of bid.
This will cover the trucks, forklift, fuel, maintenance, scaffold, and hand tools.
Specific project-related expenses that are not defined as a line item:
When used, you can assume 10% as an average once everything is all added up.
(Note: These assumptions are based on specific specialty conditions of the project. These can be things that only experience can dictate. There is no available site space for lay area, shared crane expenses, bad contractors, unrealistic schedule, or even a difficult design team. This item is not a constant, but job-specific.)
Burden: Assume 30% of bid.
This will cover workers compensation insurance, additional benefits, if offered to the employee, state and federal payroll taxes, and unemployment expenses.
Profit:
The percentage you want to make on the project. I will not calculate this for this example.
Now it is time to calculate burden into the labor cost. Burden is only calculated to the direct labor cost; you would not want to add equipment and overhead to burden. For this example, here is the calculation:
$384.00 per day x 1.30 (30% burden) = $499.20 per day
If I add equipment and overhead, I calculate:
$499.20 (labor and burden) x 1.12 (equipment) x 1.20 (overhead) = $670.92 per day
(Note: We did not calculate specific project conditions for simplicity.)
In order to break even, you need to make $670.00 per day before profit.
When estimating a job, typically, the estimator would calculate materials, assign a labor rate and all other expenses to determine unit price and the price of the project. That is what I would normally recommend for the process. For the purpose of understanding the day cost, I will show how to calculate the day cost and what it would take to make money knowing your day cost. It is not normally done this way, but if you do not know what your day cost is, it is almost impossible to start in this business from the field and know how to price work accurately.
Knowing our day cost is $670.00, we can determine what it will take to make this work. Say you are doing a simple brick job. Production is set at 580 bricks per day per 1:1 crew. First, we will use the example of a brick production for simplicity. Second, I will calculate a flashing cost once you can see the process.
Day cost: $670.00 day cost per crew 1:1 / 580 brick installed per day for brick crew 1:1 = $1.16 per brick installed.
Day cost: $670.00 day cost per crew 1:1 / 80 linear feet of flashing installed per day for brick crew 1:1 = $8.38 per linear foot of flashing installed.
Your project has 2,900 linear feet of flashing to install. $8.38 cost per linear foot based on estimate x 2,900 linear foot on project = $24,302.00 labor, equipment, burden, and overhead. Next, add your profit of “X” percent and you now can identify the cost of your project before profit and make adjustments accordingly before you submit your bid.
When I learned to estimate, part of what I was given to work with was a bunch of formulas to use to calculate specific materials from square footages. I initially had no idea what the burden or overhead actually covered. Once you understand all your fixed costs, the next toughest thing to estimate is production. Production is not always based on previous production costs that took place on the best day ever or the worst day ever. They are not based on the best crew or the worst crew. They are based on what a normal crew can do in a day. This is the concept that has always worked for me.
The Fechino Files: I Just Need To Make It To The End Of The Season
Even with this crazy year, time seems to be at a premium, and spare time is tough to find. However, it is the time of year where many of us are putting it into a higher gear, getting our projects wrapped up, and sending the billings out before the cold weather sets in. This is also the time of year we begin to look closer at our equipment and make many of the repairs or replace decisions.

At one point, many of the masons in this country were part-time masons and part-time engine mechanics. Today, many of us know we can hire a mechanic with better skills and an affordable rate, where we no longer have to turn the wrenches, but decisions on equipment still fall into our job description. With parts being available for much of the common equipment in the fleets we typically use, labor tends to be the biggest unknown expense. Unknown labor is what we estimate every day, so I do not consider this much of a risk issue.
Small Engines
Issues in small equipment are typically quick to identify, is it smoking blue (Blue smoke is usually one of several things: burning excessive oil, clogged breather or an oil-soaked filter, piston ring or seal which would require an engine overhaul or a crankcase that was overfilled or an incorrect oil grade used in the engine) or white smoke (White smoke can be a sign of a blown head gasket or water in the fuel tank or system. These are a few of the obvious signs. Compression tests are usually very useful in determining if the valves are adjusted or if the cylinder walls and piston are worn beyond normal tolerance.

My rules for repair are pretty simple, they begin by looking at what I want to fix first and how much I want to spend on each item. The first thing I do is clean the equipment, if it is a larger piece of equipment, I might use a Simple Green or Purple Power degreaser and a rinse, if it is a two-cycle engine I will use a can or two of brake fluid to clean it without adding moisture to the engine area. If the cost of the repair is more than one-half the value of a new replacement tool, then replace. The old equipment is good for one or two parts, but most of what you need will be small items stripped off the engine and unit before you scrap it for metal. Pressure washers are good for the retractable pull ropes, pumps, fittings, hoses, and spray guns. Any two-cycle engines are usually good for one rebuilt cylinder replacement kit, maybe two, but then they too become a scrap item.
Engines run better when ethanol is not used. I have beat this horse to death, but since I went ethanol-free in my small engines, I no longer have tough starts or the need for starting fluid. If you have run ethanol in your small engine mix, please consider running a tank of non-ethanol fuel or engineered fuel through the unit before you put it up for a long period. The diaphragm in the carburetor will remain pliable and will be able to function upon need after the unused period. If you need to purchase multiple carburetor kits for carburetor rebuilds, consider using V. E. Peterson in Walbridge Ohio. V. E. Peterson has always provided me with quality O.E.M parts at a wholesale price. I will usually rebuild a carburetor once or twice, but then the carburetor replacement is well worth the money. Always replace the fuel lines when you work on a two-cycle engine. There are four commonly available sizes of yellow replacement fuel lines, 0.08” x 0.14”, 3/32” x 3/16”, 1/8” x 3/16”, and 1/8” x ¼ “. Here is a tip, not like I ever did this wrong myself, just because it fits the barbed fitting in the equipment does not mean it is the correct size, really, something I must have learned from a friend. The incorrect size fuel line and vacuum lines can result in a perfectly good machine that will run poorly because of the mechanic’s error. It is also a good idea to consider replacing the plug and sand down the flywheel, all of this will improve the performance of the unit.

Oil changes are done by some and just checked by others, that is just how it goes. So, during the winter, just change the oil. The oil that is used in a small engine is not what you would put in your truck. The reason is that the truck, take a new Chevrolet for example, may use a sae 5w-30 or a sae 0w-30 which is too thin to lubricate the parts of a small engine. Honda recommends using a sae 10w-30 for most standard operations, however, using a sae 30 will help reduce engine wear in temperatures above 90 degrees. Please look at each of your engine’s specifications before you purchase any additional oil so you can use the recommended weight for your location.
Hopefully, there is a tip or two here that can assist you in keeping your small engines running a little longer. Thanks to my friend Burt Yergy for answering all of my crazy small engine questions for the past 30 years, hopefully, we will have at least 30 more years of small engine learning.
The Fechino Files: Masonry tool modifications on a tight budget
Written by Steven Fechino
When you work long enough in masonry two things are going to occur: your body is going to be less tolerant of the physical abuse that the job can produce, and your thinking about doing it smarter and more economically will begin to become a normal mindset. Years ago, we did an article in MASONRY magazine on tooltips that were designed to make masonry life easier. Well, some of the old tips are still useful. I will describe several ideas that are not my original ideas, but an accumulation of some very intelligent folks I have had the opportunity to work with.
The rebar handled hammer:
Johnny O’Brian welded a piece of 2-inch round stock to a number 8 piece of rebar and created the hammer that nobody would ever break or steal. This hammer was heavy and without gloves it was mean to your hands. You never had to worry about it slipping out of your hands on a humid Tennessee day as the handle’s rebar pattern was about as thick as your fingers. I am sure this hammer is at the bottom of someone’s toolbox, and they are hoping to only need the hammer sporadically.
The gas can grout bag:
About 20 years ago, we did a paving job where the pavers needed to be grouted once they were laid. It was just easier that way. We began grouting, using a small pump that decided to quit after about a day and a half of work. The solution that allowed us to continue to grout was simple- we took several 2-gallon red plastic gas cans (yes, by the way, they were new) cut the back out of them, and cut the spout at about 1/2 inch. Wet the inside of the grout can, filled it with loose enough grout, and poured the grout into the joints. Clean up was simple, and the work went on like nothing ever happened. The resourceful people that I had on the crew made it happen.
Caulking slickers:
There are those who cannot keep up with their tools and must be trained daily- we all have them, and though we think we can do without them, we cannot. Once in awhile a cube or crate would be found on the jobsite with metal banding. We would cut the banding at 10-inch lengths, put two bends in the banding (similar to a thumb joiner), and round off one or both ends to make disposal caulking slickers for those who could not keep up with their stuff. A bit of grinder touch up and they were ready to go. They got us through when we needed them.
Tuck pointers Hawk:
Sometimes, we would have large tuckpointing jobs where our helpers and apprentices would put material back into the wall. We used the hawk method. Hawks can get expensive, especially when several are required all at once. My superintendent at the time, Rickey Jones, cut sheet metal that he got as scraps from the roofing sheet metal guy, cut them into 12-inch squares, and drilled a hole in the center where he placed an old grinder handle in from the bottom so the mortar could be supported. Yes, there was a small nut on the top of the hawk platform, but since we were training newer guys, the production loss was not measurable. Another great job by someone who was able to be creative with his thinking. By the way, Rickey was a pro at making money on the small jobs!
Mixer Wheel Bearing Saver:
Back before mortar silos, when sand piles were everywhere, our mortar mixers were right smack in the center of all that sand, just like a side job is today. We commonly took off one wheel as a method to prevent theft of our mixers and make it easier to fill our tubs. At that time, we immediately covered both the wheel that remained and the hub of the removed wheel on the opposite side with a large black trash bag, the bearing and hubs were spared the abuse of the constant sand, water, and dust that is part of mixing mortar. I will say it is better to put the lug nuts back on the mixer when you take the wheel off, than, to think that you will easily find them the “night” you finish up your job to pull it back to the shop. Yes, let’s just say it is a really good idea.
Our trade is filled with crazy intelligent craftsmen, great ideas often come from necessity and desire for profitability. This article is a way to say thanks to those who make it happen when the resources are low.
The Fechino Files: The perfect bologna sandwich
 Written by Steven Fechino
Written by Steven Fechino
So, I was talking with Jerry Painter the other day, it was hot outside and I was taking a break to call Jerry to ask him a question, it seemed like the right thing to do. Our discussion, as usual, was about a masonry issue but since it was 11:50 am our stomachs decided to change the topic. The topic of lunch was easy, going to go get a bologna sandwich, or as we called it a sam-mich!
We began with discussing the rules of the perfect sam-mich, it had to begin with white bread. Wonder bread or bunny bread preferably. No rye or wheat bread was allowed. Next was the lettuce, it had to be from an iceberg head, a big single leaf peeled off the top. Ok, bet your mouth is beginning to water now. We then discussed the bologna. Jerry like is cut on the number 7 at the deli, I was okay with four slices of Oscar Myer low fat.
He gave me a hard time about the low-fat thing. You can add a pickle chip or 5, selecting dill bread and butter preferably. The tomato can be layered, but if it is too thick will cancel out the other ingredients, we settled on about ¼ inch thick slices, about three of them. Some like mustard on theirs, but we agreed wholeheartedly that Duke’s Mayonnaise was the best, not too little, but not too much. It had to be enough that you needed a paper towel to wipe your mouth between bites.
Yes, a paper towel, no cloth napkins are permitted. Here is where it gets real. You cannot, by Code 1234 of the bologna sam-mich council, it states that you cannot eat a bologna sam-mich off of a porcelain plate, it needs to be either a piece of wax paper, a paper towel, or two paper plates stuck together.
The reason for the paper plate is because, with the pickles, mayo, tomato and the bologna, the contents of the sam-mich are slippery in between the bread and therefore require constant tapping of the crust of the sam-mich to the paper plate to hold everything in place, you know, realign the sam-mich.
Otherwise, you will end up with a bunch of ingredients on the plate and miss out on the benefits of the sam-mich. You can have a glass mason jar of ice water, sweet tea, or lemonade to top it off, but you cannot have a cup of coffee, green tea, or beer as that would totally destroy the experience.
Pretzels and chips or Mac and cheese are the best sides for this meal, french fries, salad, and coleslaw are not permitted by the code.
Anyone that knows Jerry already can tell this was a real conversation, so real that I went to the market and picked up a few ingredients so I could make the perfect sam-mich. Go get you some!
The Fechino Files: Bricklaying with a twist
 Written by Steven Fechino
Written by Steven Fechino
Brick columns are typically slow to build when each course is plumbed and leveled as you go. When you set up jack lines, it is much easier to notice when you get a bit off here and there, but you still need to plumb and level. A twisted brick column is altogether different. In a way, it is a little tougher to layout, but once you get to laying the fun begins.
There is one way to layout a twisted brick column and a twisted brick pier, and there is a difference between a column and a pier. A column has to be square with the roof or soffit, but a pier can be twisted as much or as little as one would want, with top of pier forgiveness.
 Know what you are working with, the brick I had were bent and rounded and all different sizes
Know what you are working with, the brick I had were bent and rounded and all different sizes
Here is an example: you want to build a twisted brick pier at a nice pool house. The owner comes out just as you are about to finish the last two courses, and she asks that you do not go any higher in elevation. You explain that the top of the pier was calculated to square off in the next two courses (square with the first course), the owner can then say, it is okay, I like it as it is. Then you are all set.
If you are laying column, then the first course and the last course need to be square with each other and the structure in order to look proper. The way to make sure you can end up square is pretty simple; you can calculate how to square the column once you take a few measurements. First, you need to know how high the span is from the top of the footing or slab to the soffit. Generally, you could have a span anywhere from 8 to 12 feet tall.
Even numbers work out better than odd numbers: for example, 8-feet in height is 36 courses, 10-feet in height is 45 courses and 12-feet in height is 54 courses. If you have a distance that perhaps is 8 feet-8 inches, that would figure to be 39 courses, which you will see in a minute that just make things a bit more difficult to figure the degrees of each twist (but not impossible.)
 Measure the materials you are working with
Measure the materials you are working with
Each twist of the column would equal either 90 degrees, 180 degrees, 270 degrees, or 360 degrees. For this example, we will use 2 twists, or 180 degrees to build this column; basically the full column will have two twists from bottom to top. We will also assume a height of 12 feet where we will need to lay 54 courses. The math is simple, 180 degrees / 54 courses = 3.33-degree twist per course.
Using a speed square or protractor, you can mark 3.33 degrees or 3-1/3-degrees from the center of the pier (3.33 degrees is about the width of a stick rule). If you use a speed square it is pretty simple: place the pivot of the speed square at the mid-span of the pier (if it is a brick and a half pier, then you will mark at almost 5-13/16-inch). You will turn the speed square on the pivot and use the scale along the hypotenuse (long side of the triangle) and mark at the 3 and an approximate 1/3 area on the scale- that is 3-1/3-degrees and this will turn the pier twice in 12 feet of height. So, it is really simple. Determine the height that you want to build to, the number of courses, and how many twists, and you can figure any twisted column that you could want to build.
 Make two templates the size of the perimeter of the column you are building
Make two templates the size of the perimeter of the column you are building
When building a larger twisted brick column where you are wrapping a structural column, you can plumb off the steel to the outside of the current course that is being installed. This is not going to replace stepping back and looking your work over as a bricklayer can see out of plumb a mile away.
It is important to know the limits of what you are laying before you begin. The brick I grabbed for the photos used in this article ranged in size from 1/8 to 3/16 inches, so be sure to go into your project aware that you will have some “forgiveness” in your pier. Different manufacturers core their brick differently and some brick can be matched with solids, so before you start, know the limits your materials will have so that cores or in rare cases frogs will not show in your finished work.
 Using a speed square mark the calculated degree of rotation
Using a speed square mark the calculated degree of rotation
To actually begin with the layout for the pier once you have figured the amount of twist, you will then need to make a template of the pier so you can properly twist the courses and have uniform corners. I made my template out of corrugated plastic because it was easy, lightweight, and waterproof. Most folks make theirs out of plywood which may be better if you build a lot of columns.
I cut out two pieces of template and found the center by marking the diagonal. Then, I used a pushpin to connect the two together so that I could create a rotation and a binder clamp, meaning once I had it where I wanted it, it would not move. The steps are easy: using a speed square I marked 3.33 degrees, turned the template, and clamped it, and that is my twist.
 Rotate the template and clamp, and place in the jig you will use during the building of the column, set the angle of the jig and screw the two together
Rotate the template and clamp, and place in the jig you will use during the building of the column, set the angle of the jig and screw the two together
I have a common jig that I made (but did not invent) for laying twisted columns. Over the years I learned a few tricks on how to not get half-way through a project. On the only sunny day that I had to work in weeks, I broke my jig and had to make a replacement. The jig consisted of two separate right angles of wood that you place the template in and set your angle. Here is how I made mine.
First, I used oak, because when a pine jig gets wet and sits in a hot truck it will tend to become twisted. Second, I decided to use pocket joints instead of just screwing the corners together, because it tends to stay stronger longer when you drop it, Um…yes, I drop mine quite a bit. Third, since I drop it, I pocket drill both sides so I can put it together from the other end when I need to.
 Set the jig on the column and install the next course
Set the jig on the column and install the next course
Fourth, you will need to drill holes in the sides of the jig to attach both angle pieces together (this is what creates the twist). When putting the two pieces together use soap on the screws that you put into your pre-drilled holes and go slow, you do not want to split the wood.
Fifth, I have two ways that I use to square up my work, I can either mark the long end of the jig or attach a short piece to the long leg- they both work, it becomes your preference. Last but not least, I keep the pocket joints on the outside so they can stay cleaner longer if and when I need to unscrew them to put in my bag.
 You can mark the end of the jig to help you line up the outside brick
You can mark the end of the jig to help you line up the outside brick
We have been talking about building columns, but many of the principals we have discussed can apply to chimneys. I would like to take a moment and share with you some of the most outstanding craftsmanship anyone in our industry has ever seen. The chimneys were constructed 21 years ago by a young man who, as a master mason, was getting ready to change directions in his career and move from the field to the teacher, mentor, code presenter, and consultant role, working for a division of the Brick Industry Association.
This mason, who has mentored me as well as hundreds of others, is respected in the collegiate, architectural, engineering, and contractor circles like no other. He was a subject matter expert for the National Center for Construction Education and Research, which means, he edited all three of the textbooks that the trades are using today.
 You can also place a small block on the end of the jig to help you line up the outside brick
You can also place a small block on the end of the jig to help you line up the outside brick
His name is Brian Light, one of the finest gentlemen our industry has seen, but he does tell one fib: he says that he did not cut brick with his trowel. Instead, he always said, “ that is what a saw is for.” Okay, I guess I might buy that. Brian is ready to retire to spend time with his lovely wife and family and has made a difference to this industry and many of the industry professionals. Jerry Painter said today that “Brian is one of the finest men he has ever met.” I will agree with that….but still wondering about the whole cutting a brick thing.
 View at an angle that shows the beginning of the twisted brick column
View at an angle that shows the beginning of the twisted brick column
 Pocket joint example
Pocket joint example
The Fechino Files: Ethanol – What is it all about?
 Written by Steven Fechino
Written by Steven Fechino
Ethanol. What do you know about the chemical that has been mixed with the fuel you put into your trucks and small engines? Ethanol, in a pure form, is alcohol: an organic composition typically made from either wood mill waste or corn. Sound like moonshine? Well, it basically is. From the beginning of combustion engines, gasoline, ethanol, distillate, or even clear alcohol could combust with a proper flash to power your engine of the 20’s all the way until the late ’80s. During the early years of automobile production in the United States, gasoline was not always available. Therefore, alternate fuels were investigated and found to be successful replacements for powering domestic and agricultural equipment. Farmers could obtain plans (an actual still) from the US government to make distillate on their property legally as a way to continue the war and post-war effort to farm and grow agriculture.
Ethanol by itself, when used for fuel during hard times, is a product that was never in such abundance that it would typically remain in a fuel tank for months on end. Today, the addition of ethanol is a different story when the discussion is about small engines.
Ethanol is added to gasoline to enhance octane ratings, lower carbon emissions, and keep the gasoline more stable while you operate tools. It allows gasoline to achieve a higher-octane level while allowing the gasoline to burn (and not explode) in the piston chamber.
How you need to manage your fuel with ethanol on your own jobsite depends on your geographical location and state requirements. Surplus-owned equipment that is stored on our yards are not typically operated on a daily basis. Therefore, they tend to remain placed in a trailer or shop for extended periods of time. This is the problem that we must manage. As an equipment owner, you have two choices: start them daily or manage the fuel within your tank.
The fuel in the tank will separate. This is called phase separation, or just phasing. The ethanol in the fuel begins to absorb water and begins separating the gasoline, with the ethanol and water falling to the bottom of the tank. This is an irreversible effect that cannot be fixed with anything other than a tank drop and flush. If the phasing has occurred and remained for a long period of time, a tank replacement may be easier than a tank flush as the added ethanol can create more rapid corrosion, leading to tank cracking and leaks. Carburetor internal parts, such as diaphragms and gaskets, also tend to become brittle at a rapid rate, making them candidates for a rebuild every 2 or 3 months when used intermittently.
What steps can you take? Well, there is a still legally available non-ethanol gasoline that may be available in the area where you live- if you can get it, buy it! Otherwise, you should use an additive with every tank of gas that you fill into the tank. Yes, every tank. It is also critical that you keep the tanks full (or nearly full) as this will limit the ability for the fuel to absorb water. Run the tools as much as possible. If you can start them once a week, you can start them twice a week. It does not need to be 20 minutes each time, but a start is better than a non-start.
When repairing small engines, replacement parts may not be entirely compatible with the ethanol that is in the fuel, and it is important to purchase products like fuel line and tank patch that are compatible with ethanol-based fuels for a longer service life when operating the tool.
There are many additives available for fuel. In addition to using non-ethanol fuels, select products wisely as some of the available products perform different things. It is not one product that does it all anymore.